開発支援サービス
破壊・破損対策と解析
 原則として、解析の対象は
原則として、解析の対象は
POM、PBT、PET、PPS、LCP
COC樹脂の成形品です。
その他の樹脂についてはご相談下さい。
樹脂成形品の破損原因の究明と破損対策・破壊対策を
独自の解析手法でサポートします。
 会員限定公開情報です。
会員限定公開情報です。ログインしてください。
 会員限定公開情報です。
会員限定公開情報です。ログインしてください。
![]()

- 豊富な経験から有効な対策をご提案
- 40年以上の市場支援で培われた設計技術データを駆使した対策提案を致します。
また、CAE構造解析により効果の確認、寿命推定も可能です。

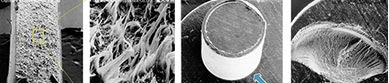
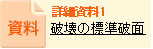
金属材料では、破断面の観察から破壊に関する知見を得ようとするフラクトグラフィー(破面解析)が古くから行われ、破壊問題の解析、解決に大いに役立ってきました。
プラスチック/樹脂製部品の破面でも、破損に至る履歴が刻み込まれているので、これを読み取る観察が破壊原因究明の基本です。
種々の標準破面の収集、蓄積が重要なポイントとなっています。
- 破壊成形品
- 破壊情報
- 使用環境
設計用件・他 - マクロ観察による解析手法の決定
- 破壊対策では破壊原因の特定(推定)が最も重要です。
- PLAMOSでは破損品の状況、使用条件、発生状況等も考慮し、破断面の観察に加え、
必要に応じ化学的分析、高次構造解析も行います。 - 化学的分析
- 劣化度調査
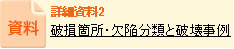
異物分析 元素分析 - 破面解析
- 電子顕微鏡(SEM)・実体顕微鏡による
破断面の観察撮影 - 高次構造解析
- ミクロトーム法
SEMエッチング法 - 破壊様式の決定
- 原因推定
- 対策のご提案
ギアの歯欠け対策事例

1破壊発生
材料はポリアセタール樹脂で、試作成形品の実機耐久テストにおいてギアの
歯欠けが発生しました。
2解析の結果
-
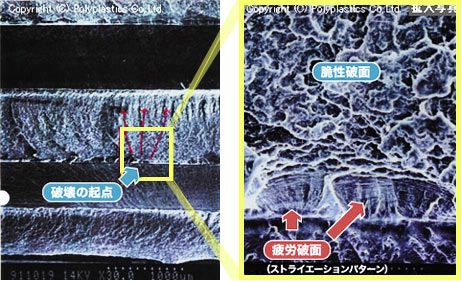
破面解析
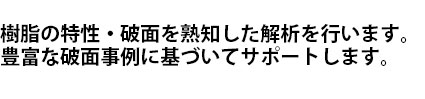
歯元付根のコーナー部が起点となって破壊し、その起点付近にはストライエーション
パターンが見られ、その後脆性破面に移行していることが確認されました。 -
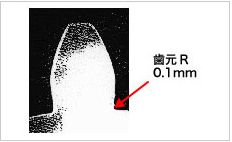
形状観察
歯元形状は、ほぼシャープコーナー(R0.1mm)となっていました。
-
結 論
歯元シャープコーナーからの疲労破壊と判断しました。
3対策の検討と実施
歯元Rと歯車寿命に関するPLAMOSでの基礎実験のデータより、歯元Rの拡大により大幅な寿命延長を見込めることが判ります。
歯元のシャープコーナーに可能な限り大きなRづけを行うことと、材料を高分子量タイプへに変更する提案を行いました。この事例では、Rづけの対策のみ実施しました。
歯元コーナーRと疲労破壊寿命(回転数)
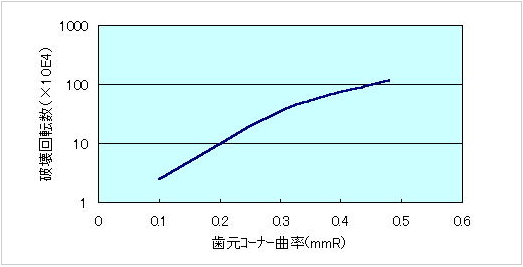
改善前
改善後
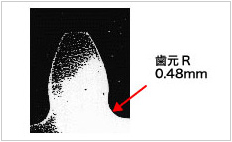
4結果
ギアの歯元に0.48mmのRづけを実施した成形品で、0.3N・mのトルクをかけた耐久試験を行った結果、
スペックの106回転以上の寿命を満たし、2桁の寿命向上が確認されました。
| トルク(N・m) | 歯元R | 寿命回転数 | |
|---|---|---|---|
| 対策前 | 0.3 | 0.1 | 2.5 × 104 |
| 対策後 | 0.3 | 0.48 | 1 × 106以上 |